
繋ぐ“技術”
 土木・建築構造物の多くは、鉄筋コンクリートで構成されています。
土木・建築構造物の多くは、鉄筋コンクリートで構成されています。
コンクリート中に、配置されている鉄筋をつなぐのがガス圧接工法です。
この技術は、大型構造物の信頼性を左右する重要な役割を果たしています。
その技術向上の為の訓練・練習がプラクティス(Practice)といえます。
繋ぐことが地域貢献
 地域貢献では、あらゆる公共・民間施設の建築物。土木工事では、
地域貢献では、あらゆる公共・民間施設の建築物。土木工事では、
九州を縦横する高速道路の高架橋工事。また、九州新幹線鹿児島
ルートでは、福岡県・熊本県・鹿児島県の3県を結ぶ工事の
70%に着手し、地域経済および社会の発展に貢献を続けております。
また近年では、クリーンで安全な自然エネルギーを使った圧接工法や、
様々な新しい技術の研究にも積極的に取り組み、社会情勢と、
お客様のニーズを受け止めお応えする魅力ある会社づくりに
取り組んでおります。

鉄筋ガス圧接とは
 鉄筋端面同士を突合せ、鉄筋軸方向に圧縮力を加えながら突合せ部分を
鉄筋端面同士を突合せ、鉄筋軸方向に圧縮力を加えながら突合せ部分を
酸素・アセチレン炎で加熱し、接合端面を溶かすことなく赤熱状態にし、
膨らませて接合した継手です。 鉄筋は、鉄原子(Fe)と炭素(C)が混ざり
合った鋼でできています。鋼中の原子は、常温では大変安定した状態にあり
規則的な配列をしています。 ガス圧接は、原理的には、この結晶間の
結びつきを利用して鉄筋と鉄筋を結合するものす。接合に際して双方の
原子が再配列しやすいように加熱を行うものです。 熱を加えることにより、
原子は活発な運動を始めると同時に結晶の構造も変え、それまでの結合を
断ち切って拡散、つまり原子の混ざり合いを始めますその結果双方の
 接合面が一体となり鉄筋の断面積100%の接合が可能になります。
接合面が一体となり鉄筋の断面積100%の接合が可能になります。
鉄は、鉄の原子と炭素の原子が混ざり合った結晶で出来ています。
鉄の結晶は溶かさなくてもある一定の温度(1,200℃~1,300℃)まで
近づくと、鉄の原子同士が互いに強固に結合します。これを金属結合と
いいます。この金属の結晶構造の性質を利用して、材料同士(鉄)を直接
接合することができます。これがガス圧接の原理です。
アセチレンガスから、天然ガスへ
日本コネクトはCO2排出量削減次世代工法
エコスピード工法に取り組んでいます。
新技術DBヘッド定着工法
 近年の鉄筋工事における高強度化や太径化に伴い、従来の曲げアンカー工法
近年の鉄筋工事における高強度化や太径化に伴い、従来の曲げアンカー工法
では、仕口部での納まりが煩雑になり、コンクリートの廻りが悪く、建物の
品質確保が難しくなる等、施工管理上の問題が生じており、それらを解消するのが「DBヘッド定着工法」です。
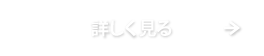
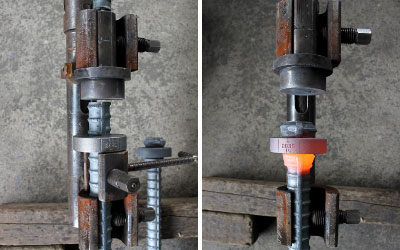
DBヘッド定着工法とは円形リング状定着版(DBリング)とその両側の鉄筋
こぶを定着具(DBヘッド)とした機械式定着工法です。DBリングは球状
黒船鋳鉄製であり、DBヘッドは、異形鉄筋の先端部にDBリングを挿入し、
DBヘッド製造装置を用いて鉄筋先端部を加圧しながら、DBリングの両側の
鉄筋を加熱し、 鉄筋こぶを形成させて製造されます。DBヘッド製造装置
鉄筋こぶを形成させて製造されます。DBヘッド製造装置
には、DBヘッド標準製造要領書で規定された手動、半自動、自動の
3種類があります。
この工法は、製品に接合面・溶接面が無い上、目視出来る製品形状が機能を
示しているため信頼度が高くなります。また、仕口部でのコンクリートの廻りがよく品質確保が徹底されます。経済性においても、曲げアンカーが無いため、運搬・荷揚げ・施工の作業性が向上し工期短縮に繋がります。
同様に鉄筋が曲がっていないために、 引っ掛け・つまずき等の事故が少なくなります。そして、国内のすべてのメーカーの棒鋼が使用可能ですし、リングの流通経路が簡単で、即納性があり少ロットにも迅速に対応できます。
引っ掛け・つまずき等の事故が少なくなります。そして、国内のすべてのメーカーの棒鋼が使用可能ですし、リングの流通経路が簡単で、即納性があり少ロットにも迅速に対応できます。
